



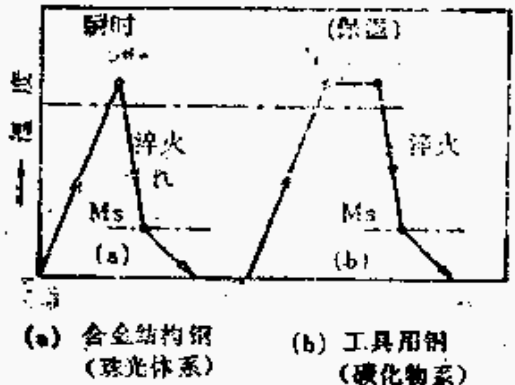
1、淬火加熱溫度與淬火溫度的差異 在現(xiàn)場(chǎng)通常說淬火加熱溫度800℃,或說在800℃淬火, 你考慮過這是什么意思嗎?所謂淬火加熱溫度就是把淬火溫度設(shè)為800℃,并在此溫度下加熱;也可以說是加熱溫度為800℃。而后者所謂800°C淬火,則淬火時(shí)溫度為800℃,也就是說零件投入淬火液時(shí)的溫度為800℃,為此,估計(jì)到從加熱爐取出再拿到淬火槽的一小段時(shí)間內(nèi)溫度有所下降,應(yīng)按所降的那部分提高加熱溫度。 也就是說設(shè)定的淬火加熱溫度應(yīng)為800℃ +α。例如,若溫度下降100℃,則淬火加熱溫度為800℃+100℃ = 900℃,投入淬火液的溫度正好是800℃,這可解釋為800℃淬火。可見,淬火加熱溫度為800℃和淬火溫度為800℃,兩者的含義是不大相同的。 因此,為了防止誤解,不使用淬火加熱溫度這個(gè)詞,最好區(qū)分為奧氏體化溫度(Ta )利淬火溫度(Tq )。奧氏體化溫度是淬火的最高加熱溫度,淬火溫度為投入淬火液時(shí)的溫度,兩者必須分淸。最近學(xué)會(huì)等組織都不使用淬火加熱溫度這個(gè)詞,而用奧氏體化溫度這個(gè)名訶,這也是世界性的傾向。但是淬火溫度這個(gè)詞還不大使用,重要的是Ta和Tq分開用。 從各種實(shí)驗(yàn)可看到,Ta和Tq之間約有100℃的溫差。因此,只要在奧氏體化溫度加熱,從爐子取出后就沒有必要忙亂地投入油或水中。敏捷地淬火可以說是一個(gè)竅門!這種作法法叫做延遲淬火。難怪把歷來淬火的熱曲線改成如圖1(b)那樣。
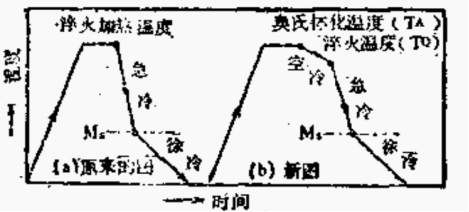
圖1 淬火的熱曲線
奧氏體化溫度TA依鋼化學(xué)成分的差異而不同,大致傾向如表1所示。
表1 每添加元素1%時(shí)TA的變動(dòng)
2、加熱時(shí)間和保溫時(shí)間的差異
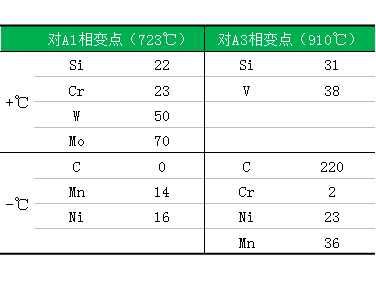
在熱處理作業(yè)中都嚴(yán)格規(guī)定加熱溫度但保溫時(shí)間卻規(guī)定得非常草率,也就是說,淬火的保溫時(shí)間,很早以前所說的“一英寸(2.54毫米)見方需30分鐘”,已被公認(rèn)。產(chǎn)品目錄和教科書都是這樣寫的。因此大件的保溫時(shí)間長,小件保溫時(shí)間短乃是常識(shí)。按照這個(gè)說法果真好嗎? 大件升溫時(shí)間長,小件升溫時(shí)間短,熱處理溫度(例如淬火溫度)達(dá)到后的保持時(shí)間,大件與小件無區(qū)別,應(yīng)該是一定的。自然這是處理件內(nèi)外達(dá)到該溫度后的時(shí)間(參照?qǐng)D 2)。為了檢査是否達(dá)到正確的淬火溫度,通常根據(jù)溫度計(jì)(溫控表)的指示,但必須注意這是熱電偶端部溫度,而不是處理件的溫度。處理件越大,零件的裝入量越多,溫度計(jì)的指示溫度和處理件的實(shí)際溫度相差就越大,也即產(chǎn)生加熱遲滯時(shí)間。
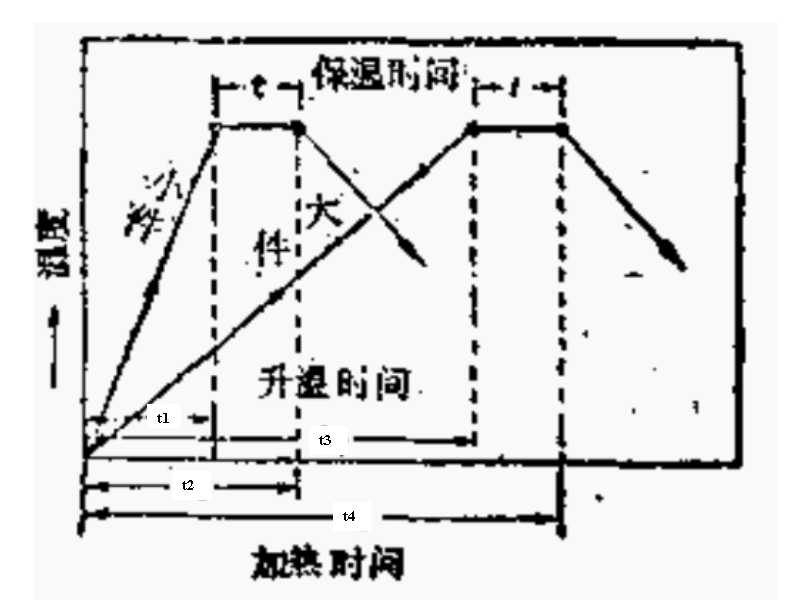
圖2 升溫、保溫和加熱時(shí)間的關(guān)系
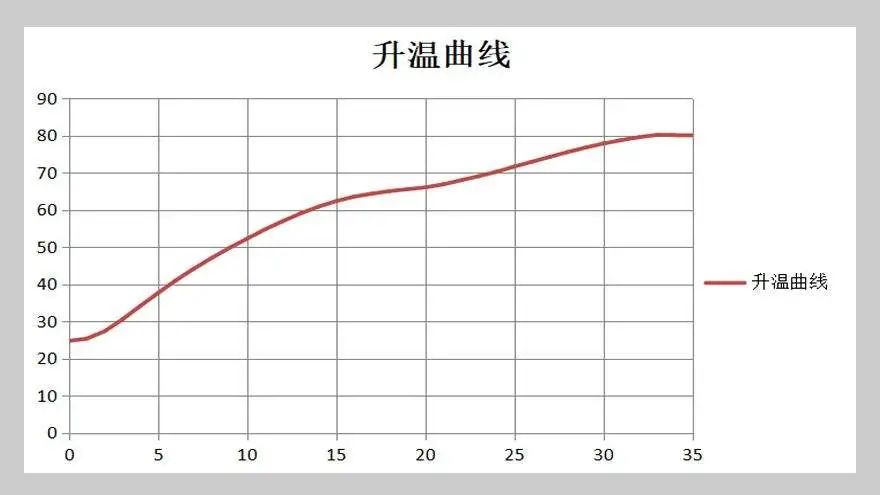
升溫時(shí)間t3>t1;加熱時(shí)間t4>t2; 升溫時(shí)間+保溫時(shí)間=加熱時(shí)間 T1+t=t2 T3+t=t4 說起來,淬火是把奧氏體化了的物件快速冷卻并使之硬化的操作。鋼相變?yōu)閵W氏體時(shí),合金結(jié)構(gòu)鋼(珠光體系)只用瞬時(shí)(変為奧氏體所需時(shí)間為零),只要轉(zhuǎn)變成奧氏體,淬火第一階段就完成了,何必要一英寸見方保溫30分鐘呢?估汁處理件心部已轉(zhuǎn)變成奧氏體再淬火,是妥當(dāng)?shù)摹R布幢貢r(shí)間最好為零,見圖3(a)(高頻淬火與此相同)。
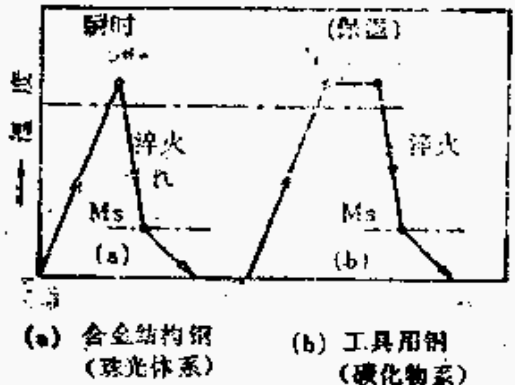
圖3 淬火的熱循環(huán)
與此相反,工具鋼(碳化物系)的基體相變?yōu)閵W氏體后, 此奧氏體中有約50?70%的初析碳化物不固溶,那么淬火就不硬化,所以必須有一些保溫時(shí)間。然而,即使這樣,“一 英寸見方需30分鐘”也太長,充其量10分鐘左右就夠了,見圏3(b)。當(dāng)然,根據(jù)碳化物的種類、形狀、數(shù)量、分布狀態(tài)等,保溫時(shí)間多少應(yīng)有些變動(dòng),總之: 加熱升溫時(shí)間=f(被處理件的大小) 淬火保溫時(shí)間=f(鋼質(zhì)) 其中:合金結(jié)構(gòu)鋼(珠光體系)=0 工具鋼(碳化物系)=約10分鐘3、冷卻方法和冷卻效果的差異 在熱處理中,冷卻方法很重要。冷卻的快慢能使鋼變軟或變硬。冷卻介質(zhì)叫冷卻劑,包括空氣、油、水等各種各樣的介質(zhì)。 一般,空氣的冷卻速度慢,其次是油,冷卻速度快的是水。但是由冷卻劑所致的冷卻效果并非絕對(duì)的,可因處理件的大小而變化。冷卻劑的冷卻速度是固有的,而冷卻劑對(duì)處理件的冷卻效果卻因零件的大小而有差異。也就是,熱處理的冷卻方法和冷卻效果是兩回事。冷卻方法是從冷卻劑來看冷卻,而冷卻效果是從處理件來看冷卻。即使冷卻方法相同, 冷卻效果也不一樣。熱處理中,重要的不是如何冷卻,而是如何獲得好的冷部效果。兩者不可混淆。 正火的定義是在大氣中放冷(空冷),但是,小件放冷 和大件放冷的冷卻速度不同,即冷卻效果不同。因此,從表面上看,放冷做到形式上的正火,但實(shí)質(zhì)很不相同。小件的放冷,因技術(shù)上的不當(dāng)可能會(huì)變成空氣淬火;反之,大件的放憐,有成為退火的可能。因此,小件進(jìn)行正火時(shí),須用坑冷或加蓋冷卻;反之,大件如不用電扇等吹風(fēng)冷卻則得不到正火的效果,僅是形式上的冷卻將得不到熱處理的突效。 淬火與此相同。雖說同是油泠,但大件與小件的冷卻效果卻不同,因此,淬火硬化程度也是變化的。小件即使用油淬,也同水淬一樣能淬透,但大件用油淬只得到像正火程度那樣的冷卻效果,淬不透, 這樣考慮可以明白:雖說水冷得快,油冷得慢,空氣冷得更慢,但這個(gè)快慢不是絕對(duì)的,它同處理件的大小有關(guān). 所以必須注意冷卻方法和冷卻效果是不同的. 在日本工業(yè)標(biāo)準(zhǔn)鋼鐵手冊(cè)中規(guī)定:正火空冷,退火爐冷, 普通鋼材的淬火水冷,優(yōu)質(zhì)鋼材的淬火油冷等,都是對(duì)標(biāo)準(zhǔn)尺寸(直徑25mm)而言。必須根據(jù)處理件的大小適當(dāng)?shù)馗淖兝鋮s方法。明確地辨別冷卻方法和泠卻效果的不同是非常重要的。
4、淬火液的冷卻能和硬化能的差異 下述是淬火液的冷卻能力(cooling power)和鋼的硬化能力(hardening power)的差異。 在淬火液中有冷卻能和硬化能兩種能力。所謂冷卻能是淬火液本身具有的能力。冷卻能力是使鋼從奧氏體化溫度冷卻下來時(shí)的冷卻速度; 硬化能是使鋼硬化的能力,在冷卻能的試驗(yàn)中,有冷卻曲統(tǒng)法 (銀球式、膨脹儀式)和冷卻時(shí)間法等,它們都是用急冷度H值進(jìn)行比較。實(shí)際淬火中通過測(cè)淬火硬度進(jìn)行硬化能的評(píng)定,它是包含冷卻系統(tǒng)的冷卻綜合能力。 通常為了判斷淬火液的性能,冷卻能作為大體的標(biāo)準(zhǔn)而得到使用,但冷卻能大的,硬化能不一定大。也就是說, 冷如速度快,淬火硬度并不一定高,這種事例是很多的。技術(shù)人員想要的不是淬大液的冷卻速度,而是在這個(gè)冷卻槽里能夠淬硬到什么程度。即使是同一鋼種同樣用油淬,由于各淬火車間油槽內(nèi)的硬化能不同,淬火效果也不同。 淬火液的冷卻能是淬火液本身具有的特性,硬化能則由于鋼的淬透性、淬火液的量、攪拌速度、處理件的尺寸、 形狀以及表面狀態(tài)等不同而不同,最好根據(jù)處理件實(shí)際淬硬的程度判定淬火現(xiàn)場(chǎng)使用的淬火槽的性能,這是直接判定的簡(jiǎn)便方法,但這種方法往往難于進(jìn)行比較研究。 鋼的淬火硬度,外部影響因素是淬火槽的冷卻能,內(nèi)在因素是鋼本身的淬透性,特別是受s曲線的制約。通常,淬火是為防止奧氏體化的鋼析出珠光體和貝氏體,使其完全馬氏體化。用淬火液的冷卻能判定淬火硬度時(shí),根據(jù)鋼種的不同,決定用珠光體(P)淬透性好呢,還是用貝氏體(B) 淬透性好?這是很重要的。一般碳鋼用P型,合金鋼用 B型,特殊工具鋼用P + B型。因此,完仝淬透,即淬硬所需要的冷卻速度因鋼種不同而異。既有需要在S曲線上的P鼻附近的冷卻速度快的情況,也有需要在S曲線上的B鼻附近的冷卻速度快,或P鼻和B鼻二者冷卻速度都需要快的情況。因此,在上述所有情況中,作為共同的泠卻速度,即700? 250℃溫度范圍內(nèi)的冷卻速度是必要的。(在日本工業(yè)標(biāo)準(zhǔn)中油淬釆用800?400℃的冷卻速度)。 為了評(píng)價(jià)淬火現(xiàn)場(chǎng)冷卻系統(tǒng)中的淬火槽,最好根據(jù)實(shí)際條件下淬火后的淬火硬度決定。
5、淬火表面硬度和淬透深度的差異 在淬火的情況中有表面硬度和硬化深度兩種說法,表面硬度是表面的淬火硬度,相當(dāng)于小件(直徑10mm以下)淬火時(shí)的硬度,它依含破量而変化,幾乎不受合金元素的影響,這是結(jié)構(gòu)鋼的俏況。而工具鋼的淬火硬度雖然受鎢、 銘、釩等合金元素的影響,其硬度基本大于HRC60,這是肯定的。 對(duì)于結(jié)構(gòu)鋼:表面面硬度=f(C%),可用下述公式近似地逬行定量計(jì)算: 最高淬火硬度(HRC)=30 + 50x C%(9O%馬氏體) 最低淬火硬度(HRC)= 24+40xC%(50%馬氏體) 例如結(jié)構(gòu)鋼(S45C))為(含碳最為0.45%): 最高淬火硬度(HRC)=53 最低淬火硬度(HRC)=42 與此相反,淬火深度受鋼的含碳量和特殊元素,以及奧氏體晶粒度的制約,也就是,淬透深度=f(C%、特殊元素、晶粒度)。 淬透深度在學(xué)術(shù)上稱為淬透性(hardenability),通常用Df表示,特殊元素對(duì)于淬透性的影響最強(qiáng)的是硼,其次是Mn、Mo、Cr逐次降低,這些元素的影響效果不是相加,而是相乘的關(guān)系。也就是(B的淬透性倍數(shù))x(Mn的淬 透性倍數(shù))x (Mo的律透性倍數(shù))x?????. 淬透性是解決質(zhì)量效應(yīng)(mass effect 的武器。添加硼的鋼叫硼鋼,規(guī)定淬透性的鋼叫做H鋼。一般認(rèn)為, 熱處理用鋼材應(yīng)該根據(jù)淬透性(H)和價(jià)格(P )選擇,價(jià)格便宜而且能滿足需要的淬透性的鋼材就是合適的材料。
西安福萊特?zé)崽幚碛邢薰?/span>(029-88330370)擁有齊全的冷熱加工設(shè)備及檢測(cè)手段,是一家專門從事金屬材料熱處理工藝研發(fā)、工藝協(xié)作,機(jī)械加工,及工業(yè)加熱設(shè)備設(shè)計(jì)、制造,粉末冶金,生產(chǎn)的經(jīng)濟(jì)實(shí)體。
1、淬火加熱溫度與淬火溫度的差異 在現(xiàn)場(chǎng)通常說淬火加熱溫度800℃,或說在800℃淬火, 你考慮過這是什么意思嗎?所謂淬火加熱溫度就是把淬火溫度設(shè)為800℃,并在此溫度下加熱;也可以說是加熱溫度為800℃。而后者所謂800°C淬火,則淬火時(shí)溫度為800℃,也就是說零件投入淬火液時(shí)的溫度為800℃,為此,估計(jì)到從加熱爐取出再拿到淬火槽的一小段時(shí)間內(nèi)溫度有所下降,應(yīng)按所降的那部分提高加熱溫度。 也就是說設(shè)定的淬火加熱溫度應(yīng)為800℃ +α。例如,若溫度下降100℃,則淬火加熱溫度為800℃+100℃ = 900℃,投入淬火液的溫度正好是800℃,這可解釋為800℃淬火。可見,淬火加熱溫度為800℃和淬火溫度為800℃,兩者的含義是不大相同的。 因此,為了防止誤解,不使用淬火加熱溫度這個(gè)詞,最好區(qū)分為奧氏體化溫度(Ta )利淬火溫度(Tq )。奧氏體化溫度是淬火的最高加熱溫度,淬火溫度為投入淬火液時(shí)的溫度,兩者必須分淸。最近學(xué)會(huì)等組織都不使用淬火加熱溫度這個(gè)詞,而用奧氏體化溫度這個(gè)名訶,這也是世界性的傾向。但是淬火溫度這個(gè)詞還不大使用,重要的是Ta和Tq分開用。 從各種實(shí)驗(yàn)可看到,Ta和Tq之間約有100℃的溫差。因此,只要在奧氏體化溫度加熱,從爐子取出后就沒有必要忙亂地投入油或水中。敏捷地淬火可以說是一個(gè)竅門!這種作法法叫做延遲淬火。難怪把歷來淬火的熱曲線改成如圖1(b)那樣。
圖1 淬火的熱曲線
奧氏體化溫度TA依鋼化學(xué)成分的差異而不同,大致傾向如表1所示。
表1 每添加元素1%時(shí)TA的變動(dòng)
2、加熱時(shí)間和保溫時(shí)間的差異
在熱處理作業(yè)中都嚴(yán)格規(guī)定加熱溫度但保溫時(shí)間卻規(guī)定得非常草率,也就是說,淬火的保溫時(shí)間,很早以前所說的“一英寸(2.54毫米)見方需30分鐘”,已被公認(rèn)。產(chǎn)品目錄和教科書都是這樣寫的。因此大件的保溫時(shí)間長,小件保溫時(shí)間短乃是常識(shí)。按照這個(gè)說法果真好嗎? 大件升溫時(shí)間長,小件升溫時(shí)間短,熱處理溫度(例如淬火溫度)達(dá)到后的保持時(shí)間,大件與小件無區(qū)別,應(yīng)該是一定的。自然這是處理件內(nèi)外達(dá)到該溫度后的時(shí)間(參照?qǐng)D 2)。為了檢査是否達(dá)到正確的淬火溫度,通常根據(jù)溫度計(jì)(溫控表)的指示,但必須注意這是熱電偶端部溫度,而不是處理件的溫度。處理件越大,零件的裝入量越多,溫度計(jì)的指示溫度和處理件的實(shí)際溫度相差就越大,也即產(chǎn)生加熱遲滯時(shí)間。
圖2 升溫、保溫和加熱時(shí)間的關(guān)系
升溫時(shí)間t3>t1;加熱時(shí)間t4>t2; 升溫時(shí)間+保溫時(shí)間=加熱時(shí)間 T1+t=t2 T3+t=t4 說起來,淬火是把奧氏體化了的物件快速冷卻并使之硬化的操作。鋼相變?yōu)閵W氏體時(shí),合金結(jié)構(gòu)鋼(珠光體系)只用瞬時(shí)(変為奧氏體所需時(shí)間為零),只要轉(zhuǎn)變成奧氏體,淬火第一階段就完成了,何必要一英寸見方保溫30分鐘呢?估汁處理件心部已轉(zhuǎn)變成奧氏體再淬火,是妥當(dāng)?shù)摹R布幢貢r(shí)間最好為零,見圖3(a)(高頻淬火與此相同)。
圖3 淬火的熱循環(huán)
與此相反,工具鋼(碳化物系)的基體相變?yōu)閵W氏體后, 此奧氏體中有約50?70%的初析碳化物不固溶,那么淬火就不硬化,所以必須有一些保溫時(shí)間。然而,即使這樣,“一 英寸見方需30分鐘”也太長,充其量10分鐘左右就夠了,見圏3(b)。當(dāng)然,根據(jù)碳化物的種類、形狀、數(shù)量、分布狀態(tài)等,保溫時(shí)間多少應(yīng)有些變動(dòng),總之: 加熱升溫時(shí)間=f(被處理件的大小) 淬火保溫時(shí)間=f(鋼質(zhì)) 其中:合金結(jié)構(gòu)鋼(珠光體系)=0 工具鋼(碳化物系)=約10分鐘3、冷卻方法和冷卻效果的差異 在熱處理中,冷卻方法很重要。冷卻的快慢能使鋼變軟或變硬。冷卻介質(zhì)叫冷卻劑,包括空氣、油、水等各種各樣的介質(zhì)。 一般,空氣的冷卻速度慢,其次是油,冷卻速度快的是水。但是由冷卻劑所致的冷卻效果并非絕對(duì)的,可因處理件的大小而變化。冷卻劑的冷卻速度是固有的,而冷卻劑對(duì)處理件的冷卻效果卻因零件的大小而有差異。也就是,熱處理的冷卻方法和冷卻效果是兩回事。冷卻方法是從冷卻劑來看冷卻,而冷卻效果是從處理件來看冷卻。即使冷卻方法相同, 冷卻效果也不一樣。熱處理中,重要的不是如何冷卻,而是如何獲得好的冷部效果。兩者不可混淆。 正火的定義是在大氣中放冷(空冷),但是,小件放冷 和大件放冷的冷卻速度不同,即冷卻效果不同。因此,從表面上看,放冷做到形式上的正火,但實(shí)質(zhì)很不相同。小件的放冷,因技術(shù)上的不當(dāng)可能會(huì)變成空氣淬火;反之,大件的放憐,有成為退火的可能。因此,小件進(jìn)行正火時(shí),須用坑冷或加蓋冷卻;反之,大件如不用電扇等吹風(fēng)冷卻則得不到正火的效果,僅是形式上的冷卻將得不到熱處理的突效。 淬火與此相同。雖說同是油泠,但大件與小件的冷卻效果卻不同,因此,淬火硬化程度也是變化的。小件即使用油淬,也同水淬一樣能淬透,但大件用油淬只得到像正火程度那樣的冷卻效果,淬不透, 這樣考慮可以明白:雖說水冷得快,油冷得慢,空氣冷得更慢,但這個(gè)快慢不是絕對(duì)的,它同處理件的大小有關(guān). 所以必須注意冷卻方法和冷卻效果是不同的. 在日本工業(yè)標(biāo)準(zhǔn)鋼鐵手冊(cè)中規(guī)定:正火空冷,退火爐冷, 普通鋼材的淬火水冷,優(yōu)質(zhì)鋼材的淬火油冷等,都是對(duì)標(biāo)準(zhǔn)尺寸(直徑25mm)而言。必須根據(jù)處理件的大小適當(dāng)?shù)馗淖兝鋮s方法。明確地辨別冷卻方法和泠卻效果的不同是非常重要的。
4、淬火液的冷卻能和硬化能的差異 下述是淬火液的冷卻能力(cooling power)和鋼的硬化能力(hardening power)的差異。 在淬火液中有冷卻能和硬化能兩種能力。所謂冷卻能是淬火液本身具有的能力。冷卻能力是使鋼從奧氏體化溫度冷卻下來時(shí)的冷卻速度; 硬化能是使鋼硬化的能力,在冷卻能的試驗(yàn)中,有冷卻曲統(tǒng)法 (銀球式、膨脹儀式)和冷卻時(shí)間法等,它們都是用急冷度H值進(jìn)行比較。實(shí)際淬火中通過測(cè)淬火硬度進(jìn)行硬化能的評(píng)定,它是包含冷卻系統(tǒng)的冷卻綜合能力。 通常為了判斷淬火液的性能,冷卻能作為大體的標(biāo)準(zhǔn)而得到使用,但冷卻能大的,硬化能不一定大。也就是說, 冷如速度快,淬火硬度并不一定高,這種事例是很多的。技術(shù)人員想要的不是淬大液的冷卻速度,而是在這個(gè)冷卻槽里能夠淬硬到什么程度。即使是同一鋼種同樣用油淬,由于各淬火車間油槽內(nèi)的硬化能不同,淬火效果也不同。 淬火液的冷卻能是淬火液本身具有的特性,硬化能則由于鋼的淬透性、淬火液的量、攪拌速度、處理件的尺寸、 形狀以及表面狀態(tài)等不同而不同,最好根據(jù)處理件實(shí)際淬硬的程度判定淬火現(xiàn)場(chǎng)使用的淬火槽的性能,這是直接判定的簡(jiǎn)便方法,但這種方法往往難于進(jìn)行比較研究。 鋼的淬火硬度,外部影響因素是淬火槽的冷卻能,內(nèi)在因素是鋼本身的淬透性,特別是受s曲線的制約。通常,淬火是為防止奧氏體化的鋼析出珠光體和貝氏體,使其完全馬氏體化。用淬火液的冷卻能判定淬火硬度時(shí),根據(jù)鋼種的不同,決定用珠光體(P)淬透性好呢,還是用貝氏體(B) 淬透性好?這是很重要的。一般碳鋼用P型,合金鋼用 B型,特殊工具鋼用P + B型。因此,完仝淬透,即淬硬所需要的冷卻速度因鋼種不同而異。既有需要在S曲線上的P鼻附近的冷卻速度快的情況,也有需要在S曲線上的B鼻附近的冷卻速度快,或P鼻和B鼻二者冷卻速度都需要快的情況。因此,在上述所有情況中,作為共同的泠卻速度,即700? 250℃溫度范圍內(nèi)的冷卻速度是必要的。(在日本工業(yè)標(biāo)準(zhǔn)中油淬釆用800?400℃的冷卻速度)。 為了評(píng)價(jià)淬火現(xiàn)場(chǎng)冷卻系統(tǒng)中的淬火槽,最好根據(jù)實(shí)際條件下淬火后的淬火硬度決定。
5、淬火表面硬度和淬透深度的差異 在淬火的情況中有表面硬度和硬化深度兩種說法,表面硬度是表面的淬火硬度,相當(dāng)于小件(直徑10mm以下)淬火時(shí)的硬度,它依含破量而変化,幾乎不受合金元素的影響,這是結(jié)構(gòu)鋼的俏況。而工具鋼的淬火硬度雖然受鎢、 銘、釩等合金元素的影響,其硬度基本大于HRC60,這是肯定的。 對(duì)于結(jié)構(gòu)鋼:表面面硬度=f(C%),可用下述公式近似地逬行定量計(jì)算: 最高淬火硬度(HRC)=30 + 50x C%(9O%馬氏體) 最低淬火硬度(HRC)= 24+40xC%(50%馬氏體) 例如結(jié)構(gòu)鋼(S45C))為(含碳最為0.45%): 最高淬火硬度(HRC)=53 最低淬火硬度(HRC)=42 與此相反,淬火深度受鋼的含碳量和特殊元素,以及奧氏體晶粒度的制約,也就是,淬透深度=f(C%、特殊元素、晶粒度)。 淬透深度在學(xué)術(shù)上稱為淬透性(hardenability),通常用Df表示,特殊元素對(duì)于淬透性的影響最強(qiáng)的是硼,其次是Mn、Mo、Cr逐次降低,這些元素的影響效果不是相加,而是相乘的關(guān)系。也就是(B的淬透性倍數(shù))x(Mn的淬 透性倍數(shù))x (Mo的律透性倍數(shù))x?????. 淬透性是解決質(zhì)量效應(yīng)(mass effect 的武器。添加硼的鋼叫硼鋼,規(guī)定淬透性的鋼叫做H鋼。一般認(rèn)為, 熱處理用鋼材應(yīng)該根據(jù)淬透性(H)和價(jià)格(P )選擇,價(jià)格便宜而且能滿足需要的淬透性的鋼材就是合適的材料。
西安福萊特?zé)崽幚碛邢薰?/span>(029-88330370)擁有齊全的冷熱加工設(shè)備及檢測(cè)手段,是一家專門從事金屬材料熱處理工藝研發(fā)、工藝協(xié)作,機(jī)械加工,及工業(yè)加熱設(shè)備設(shè)計(jì)、制造,粉末冶金,生產(chǎn)的經(jīng)濟(jì)實(shí)體。
















 陜公網(wǎng)安備 61019002002209號(hào)
陜公網(wǎng)安備 61019002002209號(hào)


