




直接驅動的變頻操控齒輪馬達更簡單變更矯正速度以配合出產線速度。而且,無鏈條、直接驅動之高精密齒輪的選用,使工作滾輪動態到達極限仍然平穩工作,為用戶出產高精度產品提供保證。
整平強度:加裝輔佐輪補強,四重式支撐
補強裝置為上下整組輔佐輪,對厚板材料整平起到關鍵作用,同時加裝緩沖繃簧組,對整機起到維護作用。
整平調節:偏心機構調整平
選用大型矯正手柄配合偏心機構,代替傳統渦輪蝸桿式結構,自鎖性好,使用時間長。簡化計量指示器,實現了高再現性、數值管理變得非常簡單。還能夠選配加裝伺服馬達調整整平下壓。






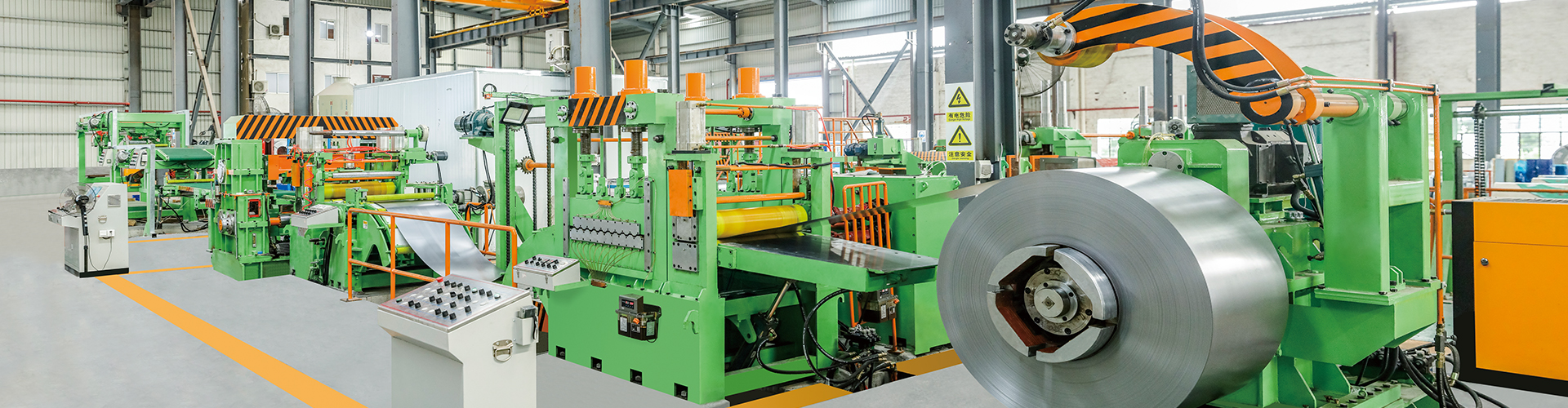
許多材料在使用時應矯正,以保證使用效果。在使用過程中,為了去除材料中的應力,必須矯正板材。輥子矯正的基本原理是有選擇地延伸材料的各部分。在材料屈服點以下,比較板材的纖維。
在進行產品加工的過程中,矯正機實現了材料通過矯正機床時以較小的曲率半徑進行循環往復的上下彎曲,延長較短的材料纖維。板材向矯正機床出口方向運動時,上下彎曲的幅度逐漸減小,消除機床矯正入口。當材料上所有的“纖維”長度幾乎一樣時,板材就平直了,或說“被矯平了”。

1.啟動沖床連續沖壓時,必須以順時針方向旋轉送料機的速度調整螺絲,滑塊運動稍慢,這樣才可以看清滑塊往復移動時是否碰到尼龍墊片與長度微調螺絲。
2.如果沖床速度不變,送料距離需要由長變短,則先將引導螺絲往上調,減少浮動桿下降距離,然后順時針方向旋轉速度調整螺絲,如此送料便可配合沖床速度。
3.調整料架兼整平機至送料機距離,根據沖床速度、送料機送料長短,適當調整好距離,整平后的材料應能順利進入送料機和模具

掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com